Many times over the years we have been asked how to make a longboard that is longer than the 48" veneers we sell at Roarockit. These decks are often referred to as 'dancers' because of the unique trick set their length allows the rider to do.


Check out the infamous 'Whirling Dervish' video to get an idea what longboard dancing is all about!
Now, finding 1/16" veneers long enough to create some of these style decks is next to impossible. What we tell builders is that their best bet is to join together smaller sheets of veneer to achieve the 48+ inch length they are looking for. We had success with this process in the early years of the company, but never properly documented how to do it... until now!
This tutorial will focus mainly on the steps needed to join together each individual veneer sheet needed before pressing your very own longboard dancer in our patented Thin Air Press vacuum bag. This is what you will need.
TOOLS needed:
Sharp Utility Knife
Mold Making Tools (see: How to Shape a Foam Mold for Building Skateboards )
Glue Roller
20" x 70" Thin Air Press Vacuum Bag Kit
Jigsaw
3/16" Drill Bit
Miter Saw (optional)
MATERIALS needed:
(15) 12" x 48" x 1/16" Longboard Maple Veneer Sheets - (12 long grain + 3 cross grain)
(2) 10.5" x 46" x 1/16" Bamboo Veneer Sheets
Tape (masking tape, hockey tape, veneer tape or fiber tape)
Outdoor Protective Coating (we used Krylon Triple Thick)
Step 1: Create Dancer Mold

The first thing we did in preparation of this unique build was to create our mold to match the length of the deck we wanted to press. We had a 48" mold lying around that had the mellow concave and symmetrical kick tails we were looking for, but needed to make it longer for our dancer.

We cut the mold in half with a sharp utility knife and pieced in a new slab of 2" thick foam. The original mold was shaped from the softer pink foam we used to supply, and the extra piece (white) in the middle is our new high density foam, hence the colour difference. This example also goes to show just how versatile pressing in a vacuum bag with a one-sided mold can be, and how easily a builder can change the mold on the fly.

Once we had the elongated middle piece cut to size, we attached the three separate pieces of foam together by using spray adhesive on a length of 1/8" Masonite. That held it in place while we shaped the middle piece to match the same concave as the original mold. Just like designing any mold from scratch, we laid out the feature lines and carved away the material to get our desired shape.



After the molds matched up nice and flush, we wrapped the mold in clear packing tape to help strengthen the joints and protect the foam from any glue spillage during pressing.
Step 2: Prepare Cross Grain Veneers
The most important part of this tutorial is going to be the steps involved with joining together your veneer sheets to make the lengths longer than 48".

We will start with the cross grain veneers, as they are the easiest to join together.

One of the main purposes of cross grain veneer is to give your board strength through the width of the deck. Veneers will always break easily along the grain, so having a joint run in the same direction as the grain is not a problem on the cross pieces (they will be fully surrounded and glued in between long grain sheets).


That being said, we are going to make a nice straight cut along the width of each cross grain veneer sheet and add our extra 12" to one end. We need two total cross grain veneer sheets at 60" long, so we started with two 48" sheets, and added an extra 12" from a third sheet. It doesn't matter where the joint is on these sheets, as we will be staggering the joint in each layer.

Using the utility knife and a ruler as a guide we are able to easily cut a nice straight edge that is easy to butt up against with. Once we are happy with the joint, we add glue along the edges and tape them together. The key to taping together any veneer sheet is to try and stretch the tape tightly across the joint, which will help pull them together tight while the glue dries.

If you are having problems keeping the height of each veneer sheet aligned, you can clamp a flat block to each side to help keep them flat as the glue dries.
Let these dry for at least a couple hours to make sure the glue has set.
Step 3: Prepare Long Grain Veneers
Joining the long grain veneer sheets together is a little bit more difficult. These sheets need to be strong along the grain (which runs front the back on the deck), and adding a joint that is perpendicular to the grain will create a weak point in the veneer sheet.
There are a couple ways that we can help prevent the joint on these layers from weakening:
1) Cut the veneer on an angle. If you create a joint that runs diagonally through the veneer sheet as opposed to right across the width, it will help disperse the pressure on any one spot of the joint. It also creates a longer edge for gluing which will help the two sides bond together.
2) Stagger your joints in between each layer. If you have all of your joints in the same spot for every layer of the board, it will inevitably be weaker in that area. You can see in the photo at the end of this section that the joint is in a different spot along the length of each sheet of veneer, and we also flip the angle of each one before pressing. This will drastically help the strength of your deck after it has been pressed.

To create the diagonal cut on each sheet, we cut them on a miter saw. We set the angle at 31.6 degrees, which is a preset notch on our saw, and cut each sheet per layer to match our 60" design.
Some of the joints needed a little extra sanding to help get tight, but this method proved to be pretty quick and accurate.






Once all of the sheets were paired up at 60" long, we glued the diagonal edge and taped them together the same way as the cross grain sheets.

Step 4: Bamboo Face Veneer (optional)
For the bottom layer of the deck we wanted to do something a little different, and ended up using some of our 1/16" Bamboo veneer. With 8 layers of Maple a single sheet of Bamboo, it was more for the look of the Bamboo than the flexy properties it has... with a deck this long, even with 9 total layers it will end up being decently flexy.

The Bamboo veneer comes in 46" lengths, so to create our 60" sheet for the bottom face layer, we decided to add 7" to each side. We also wanted to do something a little different for the look of this layer, so we decided to rotate the two end pieces and join them with the grain running perpendicular to the 46" length.



We joined the sheets with tape and glue the same way as the cross grain veneers in Step 2.

It is important to note where the seam on this bottom layer ends up on the deck. For example, if we were going to do a straight joint (like on our cross grain veneers) that would be positioned in between the two trucks, there is a good chance it would split open over time with the natural flex of the board. To avoid that issue, we strategically positioned the joints to sit right in between the front and back holes of each truck. This is the area of the deck least likely to flex, and will hopefully keep the joint in tact over the life of the board.
Step 5: Sand/Check Veneer Joints
Once all the joints of our extended veneer sheets had dried (we left them over night), we carefully removed the tape and inspected the seam.

We also used a sanding block to help remove some of the surface glue from the seams so it did not interfere with our laminating of the veneer sheets together in the vacuum bag.




With all of the veneer sheets glued to the extended 60" length, we laid them out in the following order:
1 Face
2 Core
3 Cross
4 Core
5 Core
6 Core
7 Cross
8 Core
9 Bamboo Face
Note: We would actually recommend having the cross sheets even closer to the centre of the board (as layers 4 & 6). More long grain sheets in the outer positions makes a board stronger.


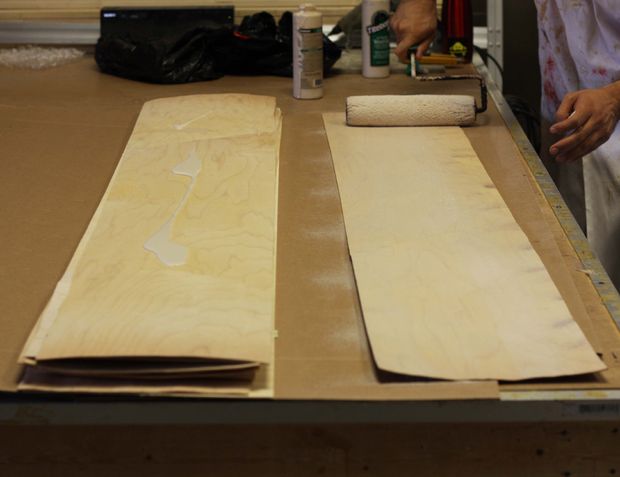
Step 6: Glue Veneers

The gluing process is essentially the same for all decks pressed with our process. We apply glue as evenly as possible with a short nap glue roller to both sides of each veneer sheet, minus the outside of the two face sheets of course.

Titebond III is our wood glue of choice for the following reasons:
- It has one of the longest open dry times of any wood glue. This helps when trying to glue all layers of your deck and getting it into the bag before the glue starts to set. You have about 9-10 minutes with Titebond III as opposed to 5-7 minutes with some other products.
- It is flexible when dry. This helps prevent the glue from cracking in between the veneer layers as the board flexes over time.
- It is waterproof! One of the main properties needed in a skateboard wood glue


Step 7: Vacuum Bag Veneers
If you are not familiar with the Thin Air Press vacuum bag process, check out all our board-building tutorials.


Same as always... Veneers on the mold, both go in the bag, seal the bag, pump out the air aaaaaand DONE!






Step 8: Cut, Sand, Finish Dancer
Once the board has been left to dry in the bag for a minimum of 8 hours, we are able to take the laminated blank out of the bag and start cutting our final shape and sanding the deck smooth.
You always want to press a blank that is larger than your final shape so that you have some excess material to cut away.
For more information on the cutting, sanding and finishing process, check out this tutorial.
he final dimensions of this board ended up being 9.5" x 55".
We created a simple stencil using the utility knife and masking tape on the bottom of the board, and spray painted the 'ROAROCKIT' graphic.



Step 9: DONE!




As you can see from the photos, we set up the board with a set of trucks, wheels and a custom grip tape job.
Hope you enjoyed reading about the process involved with creating longer veneers for a project like this. With some of the basic principles outlined in this tutorial, you can create larger veneers for many different woodworking projects.
If you have any questions, or have another method for making longer veneers, feel free to comment! We love hearing from DIY'ers and seeing/learning from their own projects.
Check out our "How To Cut GripTape" tutorial here.